Tamping Paste
Tamping Paste
Certificates:ISO 9001:2015
Angul, OD
Storefront →Price on request
MOQ — Lead time on requestCurrency INR
BharatSeal order protection
Secure payments
Every payment is processed via Razorpay with PCI-DSS data protection and SSL encryption. We never see your card details.
PayUPIVisaMCAmexRuPayNet BankingWalletsPay Later+ more
Money-back protection
Claim a refund if your order doesn't ship, arrives damaged, or doesn't match the agreed spec. Disputes resolved within 7 working days.
Trade Assurance — not yet enrolled by this seller
This seller has not yet activated Trade Assurance. Pay outside BharatSeal at your own risk — we recommend chatting first to verify.
Only orders placed and paid through BharatSeal can enjoy free protection by 🛡 BharatSeal Trade Assurance.
Highlights at a glance
- ✓Category: Tamping Paste
- ✓Made in Angul, OD, India
- ✓Certified: ISO 9001:2015
Description
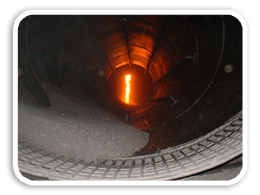
Tamping Paste, also known as Thermal Paste is used in the Ferro Alloys & Allied Industries for the lining of the furnace. The paste is produced from a mixture of different Carbonaceous material (Calcined Petroleum Coke, Calcined Anthracite Coal etc.) and Soft Pitch as Binder.
Manufacturing Process of Tamping Paste
Tamping Paste / Thermal Paste is manufactured by screening the CPC and or ECA to different fractions and then pulverizing the same. After the pulverization the TP is stored separately. After this, predetermined quantities of different fractions of the TP are weighed and transferred to the Sigma Mixer where it is heated to a predefined temperature by thermic fluid. The required quantity of Binder is also weighed and added into the Mixer. The mixing is continued for a specific period known as the Mixing Cycle. At the end of the Mixing Cycle, the mixed material is dumped into the mould box for casting into blocks which are then made ready for shipment.
Quality and Specification
The thermal insulation of the furnace pots is essential. Due to this it is important that the Tamping Paste does not have any excess binder and fills the walls of the furnace, maintaining proper insulation and minimizing the heat loss.
Typical characteristics of CPC based TP are as follows
Green
Paste
Volatile matter
Fixed Carbon
Ash
Plasticity
Apparent Density
Binder Content
Baked
Paste at 1000 deg.Centigrade
12 % max
87% Max
1.0% Max
8-15%
1.55gm/cc Min
19-21%
Apparent Density
Electrical Resistivity
Compressive Strength
Porosity
1.35 gms/cc Max
90 Ohm- meter Max
150kg/cm2 Min
35% Max
Typical characteristics of ECA based TP are as follows
Green
Paste
Volatile matter
Fixed Carbon
Ash
Plasticity
Apparent Density
Binder Content
Baked
Paste at 1000deg Centigrade
11% max
84% max
5.5% Max
5- 10 %
1.55gm/cc Min
15-17%
Apparent Density
Electrical Resistivity
Compressive Strength
1.36 gms/cc Max
80 Ohm- meter Max
200kg/cm2 Min
Manufacturing Process of Tamping Paste
Electrode Carbon Paste is produced by screening the CPC and or ECA to different fractions and pulverizing and storing it separately. Immediately after this the predetermined quantities of different fractions are weighed and transferred to a Sigma Mixer, which is heated to about 150 degree Centigrade by Thermic Fluid. The required quantity of the Binder is also weighed separately and the same is added to the Mixer. The mixing is continued for a particular period known as the Mixing Cycle. At the end of the Mixing Cycle, the mixed material is dumped on the mould box for casting into blocks for shipment.
Key attributes
Certificates
ISO 9001:2015
Reviews
Questions & answers
Ask the supplier — answers are visible to all buyers
No questions yet. Be the first to ask!
Know your supplier
AMRITESH INDUSTRIES PRIVATE LIMITED
Unverified<1 yr on BharatSealAngul, Odisha
Orders completed
—
On-time delivery
—
Reorder rate
—
Year founded
1990
Staff size
—
Certifications
1



%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3ETP%3C%2Ftext%3E%3C%2Fsvg%3E)