Power Electronics
High Frequency Transformers (HF TRSet)
Coimbatore, TG
Storefront →Brand GE TEK
Price on request
MOQ 1 1 dayCurrency INR
Estimated delivery by 9 Jul 2026
Customization for this product
null
BharatSeal order protection
Secure payments
Every payment is processed via Razorpay with PCI-DSS data protection and SSL encryption. We never see your card details.
PayUPIVisaMCAmexRuPayNet BankingWalletsPay Later+ more
Money-back protection
Claim a refund if your order doesn't ship, arrives damaged, or doesn't match the agreed spec. Disputes resolved within 7 working days.
Trade Assurance — not yet enrolled by this seller
This seller has not yet activated Trade Assurance. Pay outside BharatSeal at your own risk — we recommend chatting first to verify.
Only orders placed and paid through BharatSeal can enjoy free protection by 🛡 BharatSeal Trade Assurance.
Service
1-day production
Standard lead time once order is confirmed.
Highlights at a glance
- ✓Brand: GE TEK
- ✓Category: Power Electronics
- ✓Made in Coimbatore, TG, India
- ✓Minimum order: 1 units
- ✓Lead time: 1 day
About this item
- Supporting your rectifier systems through maintenance, upgrades, and specialized services to ensure high performance and low emissions
Description
Supporting your rectifier systems through maintenance, upgrades, and specialized services to ensure high performance and low emissions
High Frequency Transformers (HF TRSet)
Our high-frequency transformer rectifier systems are designed to enhance the performance of electrostatic precipitators by reducing dust emissions and minimizing energy consumption. These systems are particularly effective in capturing fine and hazardous partculate matter and handling high-resistivity dust commonly found in challenging industrial environments and handling high
resistivity dust commonly found in challenging
industrial environments.
The innovative features of our high-frequency
rectifiers ensure improved operational efficiency and
reliability, meeting the most demanding emission
standards. They have proven to be highly effective for
applications involving high ash fuel, high-resistivity
dust, and Power & Sinter Plants, allowing for
optimized control of the outlet duct concentration
(ODC) without the need for additional mechanical
fields.
What We Are Offering:
Advanced HF TRSet focusing on
performance, efficiency, and customization. Our Advanced High-Frequency Transformer Rectifier (HF TR)
Systems offer cutting-edge technology designed to optimize
the performance and efficiency of Electrostatic
Precipitators (ESPs). These systems are specifically
developed to meet the growing demands of modern
industries, ensuring both compliance with stringent
environmental regulations and operational excellence
Key Offerings:
- Enhanced Performance and Reliability: Our HF TR systems deliver superior performance, significantly improving the efficiency of dust particle collection and lowering emissions to meet the most demanding environmental standards. With high-frequency operation, our systems ensure a more stable and consistent voltage, leading to enhanced reliability and operational stability.
Key Benefits:
- Consistent dust emission control for high-resistivity dust and challenging fuel types.
- Improved operational stability in Power Plants, Sinter Plants, and other industrial environments.
- Increased energy efficiency, resulting in reduced operational costs.
Optimized for High Ash & Resistivity Dust:
- Our systems are particularly effective in handling high ash content and high resistivity dust, which can be common in industries like power generation, steel production, and cement manufacturing. The advanced technology allows the ESP to operate effectively without the need for additional mechanical fields.
Key Benefits:
- Effective control of high ash and resistivity dust.
- Optimized design to manage varying dust loads and particle types.
- Enhanced emission control without the need for complex modifications.
Compact and Lightweight Design:
- Our HF TR systems are designed with a compact, lightweight structure, making them ideal for retrofitting existing installations or for space-constrained environments. The reduced size and weight contribute to easier installation and lower transportation and maintenance costs.
Key Benefits:
- Space-saving design, ideal for retrofits.
- Lower transportation and installation costs
- Simplified maintenance processes, minimizing downtime.
Energy-Efficient Solutions:
- With the integration of high-frequency technology, our transformer rectifier systems reduce energy consumption while maintaining peak operational performance. This not only lowers your total cost of ownership (TCO) but also supports your sustainability goals by minimizing energy usage
Key Benefits:
- Lower energy consumption, leading to cost savings.
- Enhanced sustainability and reduced environmental impact.
- Long-term operational efficiency and reliability
Customizable Solutions for Industry-Specific Needs:
- We offer tailored HF TR systems to meet the specific needs of various industries, including power generation, cement, steel, and sinter plants. Whether it's a new installation or an upgrade to an existing system, we provide solutions that align with your operational goals and emission control requirements
Key Benefits:
- Industry-specific designs tailored to meet individual plant requirements.
- Flexible solutions for both new projects and retrofit applications.
- Compliance with stringent emission standards across various industries.
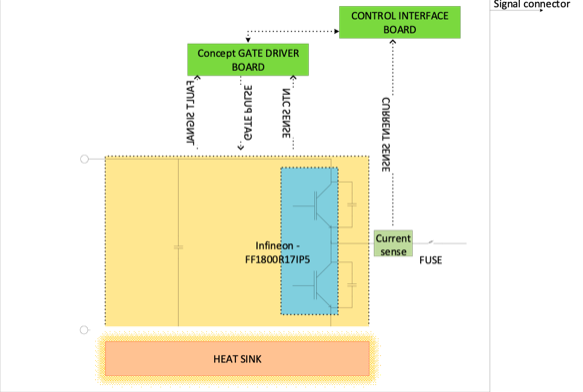
Exclusive design of GE TEK
Ratings Secondary Voltage : 80 kV Secondary Current Ranges :600 mA, 800 mA, 1200 mA, 1600 mA & 2000 mA Operation Frequency upto : 40 kHz Power Factor Unity Controlling Through IGBT Technology
Key Features
- Efficiency > 90% Average Voltage = Peak Voltage Balanced Three Phase and Fast Responses
Special advantages of GE TEK HF TRSet
- More Control function (IGBT) results in better Collection Efficiency.
- More than 30 % higher current into the ESP compared to Single Phase Conventional TRSet
- Significantly high power (Corona Power) capabilities and improvement in Collection Efficiency.
- Easy access through communication protocol and remote control.
- Huge Power Savings as compared with conventional TRSet.
- Very less maintenance.
- Life of HF TRSet is almost min. 30 years whereas conventional TRSet max. 15 years.
Innovative Features
The new innovative features provide end users with the
improved operational performance and reliability needed to
meet future emission requirements. It has been found to be
particularly effective in dealing with high ash fuel, high
resistivity dust, Power & Sinter Plant applications which
changes the design parameters and this is more helpful to
control the outlet duct concentration (ODC) of ESP and
reduce the emission level without adding additional
mechanical fields
Key attributes
Packaging & delivery
Reviews
Questions & answers
Ask the supplier — answers are visible to all buyers
No questions yet. Be the first to ask!
Know your supplier
GEKE EQUIPMENT PRIVATE LIMITED
Unverified<1 yr on BharatSealCoimbatore, Telangana
Orders completed
—
On-time delivery
—
Reorder rate
—
Year founded
2013
Staff size
—
Certifications
—
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EAP%3C%2Ftext%3E%3C%2Fsvg%3E)
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EAP%3C%2Ftext%3E%3C%2Fsvg%3E)
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EPE%3C%2Ftext%3E%3C%2Fsvg%3E)
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EAP%3C%2Ftext%3E%3C%2Fsvg%3E)
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EPE%3C%2Ftext%3E%3C%2Fsvg%3E)
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EPE%3C%2Ftext%3E%3C%2Fsvg%3E)
%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EPE%3C%2Ftext%3E%3C%2Fsvg%3E)





%22%2F%3E%3Ctext%20x%3D%2250%25%22%20y%3D%2250%25%22%20dominant-baseline%3D%22central%22%20text-anchor%3D%22middle%22%20font-family%3D%22'DM%20Sans'%2Csystem-ui%2Csans-serif%22%20font-weight%3D%22800%22%20font-size%3D%22126%22%20fill%3D%22%231a1a1a%22%20fill-opacity%3D%220.14%22%20letter-spacing%3D%22-2%22%3EEP%3C%2Ftext%3E%3C%2Fsvg%3E)